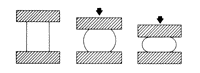
| 1. The ring rolling process typically begins with upsetting of the starting stock on flat dies at its plastic deformation temperature - in the case of grade 1020 steel, approximately 2200 degrees Fahrenheit. |
 |
| |
|
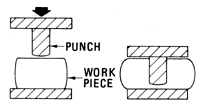
| 2. Piercing involves forcing a punch into the hot upset stock causing metal to be displaced radially, as shown by the illustration. |
 |
| |
|
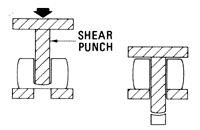
| 3. A subsequent operation, shearing, serves to remove the small punchout ... |
 |
| |
|
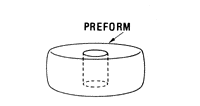
| 4. ...producing a completed hole through the stock, which is now ready for the ring rolling operation itself. At this point the stock is called a preform. |
 |
| |
|
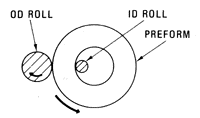
| 5. The doughnut-shaped preform is slipped over the ID roll shown here from an "above" view. |
 |
| |
|
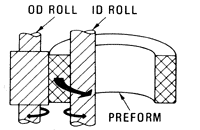
| 6. A side view of the ring mill and preform workpiece, which squeezes it against the OD roll which imparts rotary action... |
 |


 The production of seamless forged rings is often performed by a process called Ring Rolling on rolling mills. These mills vary in size to produce rings with outside diameters of just a few inches to over 300" and in weights from a single pound up to over 300,000 pounds.
The production of seamless forged rings is often performed by a process called Ring Rolling on rolling mills. These mills vary in size to produce rings with outside diameters of just a few inches to over 300" and in weights from a single pound up to over 300,000 pounds. The Ring rolling process offers a Unique Product homogeneous circumferential grain flow, ease of fabrication and machining, and versatility in material, size, mass and geometry. Seamless rolled rings are produced in thousands of different cross-sectional shapes. Ring rolling has developed from and art into strictly controlled engineering process, with extremely high technology being used to construct the current breed of ring rolling lines.
The Ring rolling process offers a Unique Product homogeneous circumferential grain flow, ease of fabrication and machining, and versatility in material, size, mass and geometry. Seamless rolled rings are produced in thousands of different cross-sectional shapes. Ring rolling has developed from and art into strictly controlled engineering process, with extremely high technology being used to construct the current breed of ring rolling lines.